

فولاد آهن خالص بسیار نرم بوده و مورد استفاده صنعتی زیادی ندارد و افزودن عناصر آلیاژی به آهن می تواند موجب بهبود خواص مکانیکی آن شود.
در میان عناصر،کربن مهم ترین عنصریست که روی خواص مکانیکی آهن تاثیر مثبت داشته و در بسیاری موارد تعیین کننده خواص مکانیکی در آلیاژهای آهن می باشد.
فولادها،آلیاژهای آهن-کربنی هستند که میزان کربن آنها از ۰٫۰۲۵ تا ۲ درصد میتواند متغیر باشد و نیز علاوه بر کربن حاوی درصدی از برخی عناصر آلیاژی دیگر هم هستند.
ترکیب شیمیایی عناصر موجود در فولاد و ساختار داخلی آن،باعث می شود که فولادها خواص متفاوتی داشته باشند.
علاوه بر آنکه میتوان به فولاد عناصر آلیاژی به میزان های متفاوت اضافه کرد،با عملیات مختلف مانند:
- نرمالیزاسیون (یکی از روشهای عملیات حرارتی)
نیز میتوان ساختار داخلی آن را کنترل نموده و جهت نیاز ویژگیهای متفاوت به آن بخشید.
- منگنز
- فسفر
- گوگرد
- سیلیسیوم
به هنگام تولید فولاد،میزان های متفاوت در فولاد موجود می باشند.
ولی سایر عناصر مانند:
- کروم
- نیکل و …
بصورت فروآلیاژ بوده و به مقدار خواسته شده به فولاد اضافه می گردند.
خصوصیات اساسی فولاد:
اکثر فولادها نسبت به عملیات حرارتی واکنش نشان میدهند.
علاوه بر ترکیبات شیمیایی،بوسیله عملیات حرارتی میتوان خواص مکانیکی،فیزیکی،الکتریکی و سختی دلخواه
به فولاد بخشید و آن را در برابر حرارت بالا و کروزیون مقاوم ساخت.
اکثر فولادها را بوسیله روش های مختلف میتوان
با مواد فلزی و یا پلاستیکی روکش نمود و یا رنگ کرد.
بر روی فولادهای دارای خاصیت شیمیایی مناسب،عملیات جوشکاری قابل انجام می باشد.
اگر به فولادها به اندازه کافی حرارت داده شود،خاصیت شکل گیری در آنها بوجود خواهد آمد.
فولاد سازی:
آهن خارج شده از کوره های احیاء سنگ آهن (بصورت مستقیم یا کوره بلند)
دارای مقدار زیادی کربن و عناصر ناخواسته و مضر دیگر نظیر گوگرد و فسفر می باشد.
چنین آلیاژی قابلیت شکل پذیری،چکش خواری و جوشکاری ندارد.
بنابراین لازم است عناصر اضافی و مزاحم به حد مناسبی کاهش یابد.
بطور کلی فولاد خام از دو روش زیر تولید می گردد:
- تهیه آهن خام یا چدن مذاب در کوره بلند (BF) و تولید فولاد در کانورترهای اکسیژنی ، نظیر ذوب آهن اصفهان.
- احیای مستقیم سنگ آهن (DR) و ذوب آهن اسفنجی (DRI) و قراضه (SCRAP) در کوره های الکتریکی از قبیل قوس الکتریکی (EAF) نظیر فولاد خوزستان یا القایی (IMF) نظیر مجتمع فولاد جنوب.
لازم به ذکر است که تولید فولاد از روش های دیگری نظیر روش کوره باز (OPEN HEART) نیز انجام می گیرد که حجم تولید آن در جهان بسیار محدود است.
در روش اول که شیوه سنتی تولید است،از احیای غیرمستقیم آهن استفاده گردیده،سنگ آهن دانه درشت پس از فرآوری و تبدیل به آگلومره به همراه آهک و کک وارد کوره بلند شده،آهن خام یا چدن مذاب (PIG IRON) به دست می آید.
در مرحله بعد آهن خام در یک کانورتر به فولاد مذاب تبدیل گردیده،کربن و ناخالصی های دیگر آن به کمک اکسیژن خارج و فولاد خام (CRUDE STTEL) تولید میگردد.
روش دوم تولید فولاد،استفاده از کوره های الکتریکی و ذوب مجدد قراضه آهن و فولاد می باشد.
به دلیل کمبود منابع قراضه در جهان و نیز رشد فزاینده قیمت آن در طول سالهای گذشته،در این روش می توان به همراه قراضه از آهن اسفنجی نیز برای ذوب در کوره استفاده نمود.
آهن اسفنجی محصول عملیات احیای مستقیم سنگ آهن است
که دارای عیار بالای آهن بوده،جایگزین مناسبی برای قراضه جهت ذوب است.
تولید آهن اسفنجی از سنگ آهن عموما به دو روش گازی (GAS BASED) یا استفاده از زغال سنگ (COAL BASED) برای احیای آهن صورت می پذیرد.
معمولا در کشورهایی که دارای ذخایر گاز هستند،از روش گازی استفاده می گردد.
طبقه بندی فولادها بر اساس ترکیب شیمیایی:
- فولادهای ساده کربنی
- فولادهای آلیاژی
فولادهای ساده کربنی (CARBON STEEL):
به آن دسته از فولادها اطلاق می شود
که کربن اصلی ترین عنصر آلیاژی آن بوده و
دارای حداکثر ۱٫۶۵ درصد منگنز و همچنین سیلیسیم و آلومینیوم به
مقدار جزئی و فقط به منظور عملیات کیفی(اکسیژن زدایی، تقلیح و…)
به آن افزوده می گردند.
فولادهای ساده کربنی مهمترین گروه آلیاژهای مهندسی هستند.
این فولادها بعلت هزینه نسبتا کم تولید و داشتن گسترده وسیعی
از خواص در بین مواد مهندسی در درجه اول اهمیت قرار دارند.
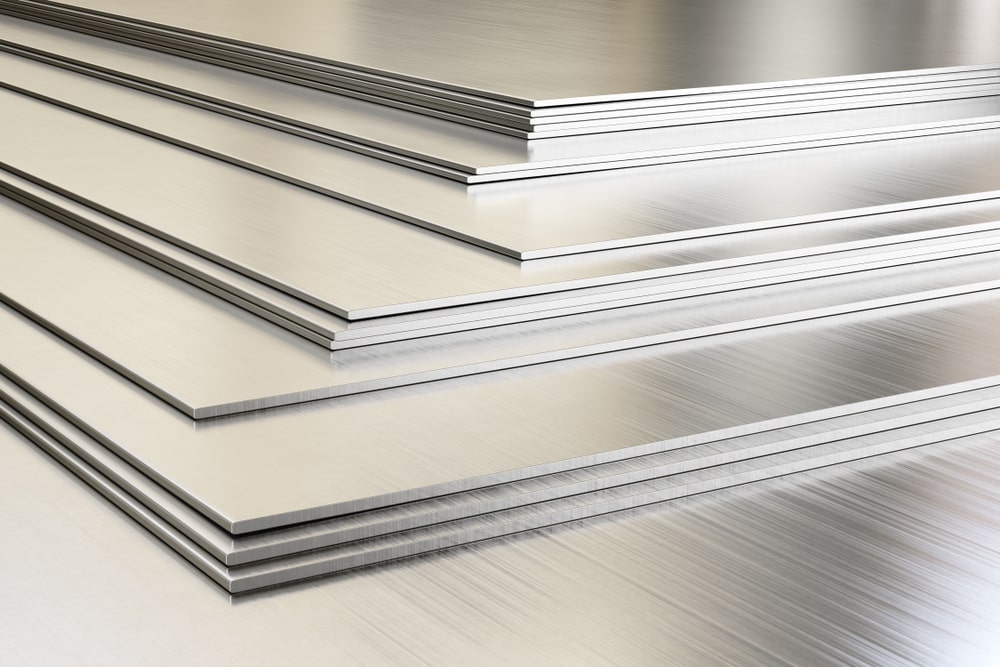
کاربرد فولادهای ساده کربنی نامحدود بوده و میتواند شامل:
- ورق
- نوار
- میله
- سیم
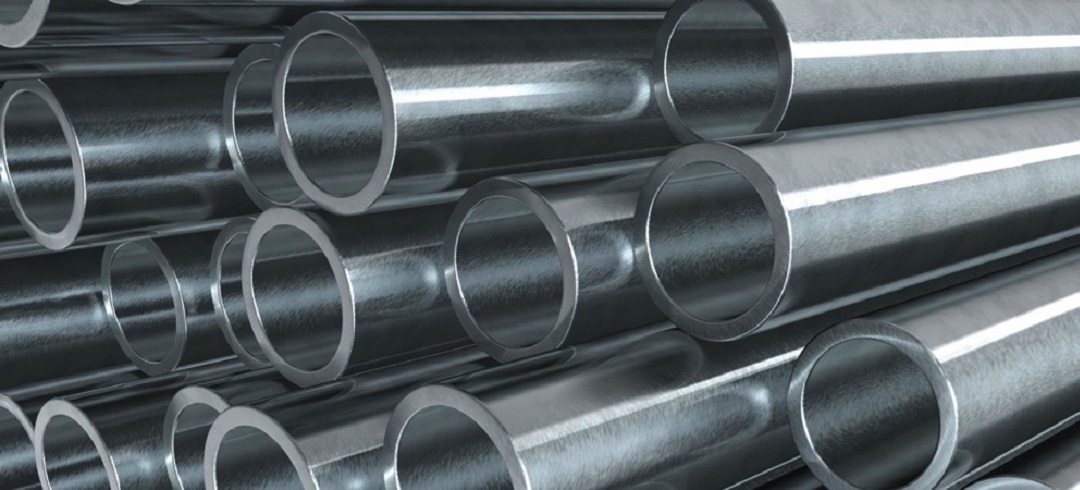
- محصولات لوله ای
- شکل های ساختمانی
- آهنگری شده
- ریخته گری و…
باشد.
میزان کربن در این فولادها نقش اصلی در میزان افزایش استحکام آنها پ
س از عملیات حرارتی دارد.
این فولادها به سه گروه:
- ۱- کم کربن
- کربن متوسط
- پر کربن
تقسیم می شوند.
فولادهای کم کربن (LOW CARBON STEEL):
با حداکثر ۰٫۲۵ درصد کربن، فولادهای ساختمانی
این فولادها بصورت محصولات کار شده مانند:
- ورق
- لوله
- نبشی
- تیر آهن و…
تولید می شوند،قابلیت شکل پذیری و جوش پذیزی خوبی دارند.
در ضمن از استحکام و سختی قابل قبولی نیز برخوردارند.
فولادهای کربن متوسط (MEDIUM CARBON STEEL):
با ۰٫۲۵ الی ۰٫۵۰ درصد کربن،فولادهای ماشین سازی
این فولادها هم بصورت محصولات کار شده
و هم بصورت محصولات ریختگی تولید می شوند و شکل پذیری و جوش پذیری متوسطی دارند.
سختی و استحکام آنها از فولادهای کم کربن بیشتر است.
در ضمن قابلیت پذیرش عملیات حرارتی را به خوبی دارا می باشند.
فولادهای پر کربن (HIGH CARBON STEEL):
با بیش از ۰٫۵۰ درصد کربن، فولادهای سایشی و ابزار کربنی
این فولادها عمدتا بصورت محصولات ریختگی تولید می شوند.
قابلیت شکل پذیری و جوش پذیری کمی دارند
و از سختی و استحکام بالاتری نسبت به فولادهای کربن متوسط برخوردارند.
فولادهای ساده کربنی بصورت کلاسه بندی شده بر اساس مقوله اکسیژن، بصورت زیر طبقه بندی می شوند :
- نا آرام:یک نوع فولاد کم کربن اکسیژن زدایی نشده است.
- ریختگی شبیه فولاد نیمه آرام
- نیمه آرام:به این فولاد اکسیژن زداهایی از قبیل سیلیسیم به میزان کم در حدود ۰٫۱ درصد اضافه می شود.
- آرام:فولادی که اکسیژن آن به طور کامل توسط منگنز و سیلیسیم و یا آلومینیوم قبل از ریختن،زدوده شود.
- عملیات اکسیژن زدایی و پروسه های ساخت فولاد بر روی مشخصات و خواص فولاد تاثیر میگذارد.
تغییرات اکسیژن زدایی و پروسه های ساخت فولاد بر روی خواص فولاد تاثیر میگذارد.
تغییرات مقدار کربن بیشترین تاثیر را بر روی خواص مکانیکی دارد.
با افزایش مقدار کربن،سختی و استحکام فولاد افزایش می یابد.
فرآیندهای عملیاتی حرارتی:
عملیات حرارتی،فرآیند گرم کردن و سرد کردن فلزی جامد برای رسیدن به خواص مطلوب و دلخواه می باشد.
دلایلی که باعث انجام عملیات حرارتی می شوند به شرح زیر است:
- تنش زدایی، تنش های ناشی از عملیات و فرآیندهای تولید
- ریزبندی دانه بندی
- افزایش مقاومت به سایش با ایجاد لایه سخت بر سطح و در عین حال افزایش مقاومت به ضربه با به وجود آوردن مرکز نرم تر در داخل قطعه
- بهبود خواص فولاد به منظور اقتصادی کردن جایگزینی بعضی از انواع ارزانتر فولاد به جای انواع گران آن
- افزایش جذب انرژی ضربه فولاد
- بهبود خصوصیات برش در فولادهای ابزار
- بهبود خواص الکتریکی
- تغییر یا بهبود خواص مغناطیسی
فرآیندهای عملیات حرارتی به شرح ذیل می باشد:
- نرمالایزینگ
این عملیات برای همگن کردن و ریز کردن دانه ها انجام می شود.
فولاد در عملیات نرمالایزینگ بعد از قرار گرفتن در دمای آستنیته شدن
در هوای آرام یا با دمش اندک هوا خنک می شود.
به خاطر خصوصیات ذاتی فرآیند ریخته گری،عملیات نرماله
برای بلوم های ریخته شده پیش از انجام هر فرآیند دیگری انجام می شود.
همچنین به طور معمول برای قطعات ریخته شده
و فورج شده پیش از عملیات آب دادن ، عملیات نرماله انجام می شود.
- آنیلینگ
عنوان آنیلینگ به طور کلی به فرآیندی اطلاق می شود
که در آن فلز تا دمای خاصی گرم می شود،سپس در آن دما برای مدتی نگهداری شده و با سرعت مشخص سرد می شود.
این عملیات برای بدست آوردن فلزی نرم تر از حالت شروع عملیات
یا ایجاد تغییرات دلخواه در ساختار فلز انجام می شود.
دلایل انجام آنیلینگ به شرح زیر است:
- بهبود قابلیت ماشین کاری
- امکان انجام راحت تر عملیات کار سرد
- بهبود خواص مکانیکی یا الکتریکی
- افزایش پایداری ابعادی
تنش زدایی
تنش پسماند به دلایل مختلف در قطعات ایجاد می شود.
- نورد
- ریخته گری
- آهنگری
- خمکاری
- آب دادن
- سنگ زدن
- جوشکاری
از جمله منابع ایجاد تنش پسماند در قطعه می باشد.
در این عملیات ، قطعه تا دمای حدود “۵۹۵˚C”حرارت داده می شود و سپس به آرامی تا دمای اتاق سرد می شود.
قسمت های درون قطعه نیز باید به دمای مذکور رسیده باشند.
در هنگام سرد کردن به این نکته توجه کنید
که تمام نقاط قطعه به طور یکنواخت سرد شود
خصوصا در مورد قطعاتی که پیچیدگی ابعادی دارند.
در غیر این صورت مجددا تنش پسماند در قطعه ایجاد خواهد شد.
- سخت کاری سطحی
در این عملیات سطح سخت و با مقاومت بالای سایشی بر روی قطعه ایجاد می شود.
در عین حال ساختار داخلی قطعه نرم باقی می ماند که در برابر ضربه کاملا مقاومت دارد.
سطح سخت شده به عنوان پوسته (CASE) و داخل قطعه به عنوان مغز (CORE) شناخته می شود.
معمولا بعد از عملیات سخت کاری سطحی
باید عملیات برگشت برای بهبود خواص پوسته انجام شود.
یکی از روش های سخت کاری سطحی،کربوراسیون است.
این روش به ۳ صورت کربوره گازی،کربوره مذاب و کربوره جامد انجام می شود.
در هر روش کربن از محیط اطراف قطعه که گاز،مذاب یا جامدات است
به داخل سطح فولاد که در دمای حدود ۸۵۰ تا ۹۵۰ درجه سانتی گراد قرار دارد نفوذ کرده.
بعد از انجام عملیات آب دادن با ایجاد فاز سخت مارتنزیت باعث افزایش سختی سطح قطعه می شود.
فولاد مناسب برای انجام عملیات کربوره در حدود ۰٫۲ درصد کربن دارد.
بعد از انجام عملیات کربوره،میزان کربن در سطح به مقدار ۰٫۸ تا ۱درصد خواهد رسید.
- آب دادن
اصطلاح آب دادن به فرآیند ایجاد ساختار مارتنزیتی در فولاد اطلاق می شود.
در این حالت فولاد بعد از قرار گرفتن در دمای آسنیته که معمولا در حدود ۸۱۵ تا ۸۷۰ درجه سانتی گراد می باشد به سرعت سرد می شود.
- محیط خنک کننده
انتخاب شرایط سرد شدن و محیط مناسب برای هر فولاد بستگی به میزان سختی پذیری آن دارد.
ضخامت مقاطع و شکل و پیچیدگی قطعه و سرعت مناسب سرد شدن
از عوامل موثر بر ایجاد ساختارهای متفاوت در حین عملیات آب دادن می باشند.
محیط های خنک کننده غالبا گازی یا مایع می باشند.
بعضی از انواع آن عبارتند از :
- روغن
- آب
- پلیمرهای مذاب
- آب به تنهایی یا همراه با نمک
- گازهای خنثی نظیر هلیم
- آرگون و نیتروژن
که به عنوان محیط های خنک کننده گازی بعد از عملیات آستنیته کردن در خلاء استفاده می شوند.
- بازگشت دادن
این عملیات بر روی فولادها یا قطعاتی که تحت عملیات آب دادن یا نرمالایزینگ قرارگرفته اند به منظور افزایش چقرمگی و کاهش سختی انجام می شود.
عملیات بازگشت برای اغلب فولادها با حرارت دادن آنها در محدوده دمایی ۲۰۵تا ۵۹۵درجه سانتی گراد و نگه داشتن در آن دما برای مدت یک ساعت یا بیشتر انجام می شود.
دما یا زمان بیشتر باعث کاهش سختی و استحکام بیشتر فولاد خواهد شد.
ساختار ایجاد شده بعد از عملیات بازگشت در فولاد
به عنوان مارتنزیت برگردانیده شده یا (TEMPERD MARTENSIT) شناخته می شود.
- ورق های با پوشش فلزی:
در صنعت علاوه بر ورق های فولادی و غیر فولادی در خیلی از موارد از ورق های پوشش داده شده استفاده می شود.
معمولا عمل پوشش دادن روی ورق های فولادی به منظور مقاوم کردن آنها در مقابل عوامل جوی و خورنده صورت می گیرد.
برای حفاظت ورق های ذکر شده از فلز روی یا قلع،که در مقابل خوردگی مقاوم هستند استفاده می شود.
- ورق قلع اندود (TIN PLATE) یا (TP):
ورق فولادی نرم کم کربنی است که پوششی از فلز قلع،در دو طرف ورق فولادی(در سطوح داخلی و خارجی)به منظور محفاظت آن در برابر خوردگی،داشته باشد.ورق حلب نام عامیانه این محصول می باشد. - ورق فولادی پایه و تولید ورق قلع اندود
ورق فولادی پایه که برای تولید ورق های قلع اندود مورد استفاده قرار می گیرند،از نوع فولاد کم کربن است که دارای آلیاژ مخصوصی است و به روش ریخته گیری مداوم (پیوسته)تولید می شود.
این فولاد که در فرآیند نورد گرم به یک نوار طولانی ورق فولادی تبدیل شده،در فرآیندهای متعدد،نورد سردبه ضخامت مورد نظر کاهش می یابد
و به روش های آنیلینگ بچ یا پیوسته ویژگیهای مکانیکی از جمله سختی و مقاومت کششی،در آن به اندازه تعیین شده می رسد.
ورق قلع اندود از سطح به سمت داخل باید دارای پنج لایه به شرح زیر باشد:
- لایه روغنی
این لایه جدا شدن ورق ها را از هم تسهیل کرده
و از خوردگی آنها جلوگیری و به چسبندگی پوشش محافظ ثانویه کمک می کند.
روغن مورد استفاده باید از انواع غیر مضر برای سلامتی انسان باشد.
بدین منظور معمولا از ترکیباتی مانند:
دی اکتیل سباسات و یا استیل تری بوتیل سیترات استفاده می شود.
لایه غیرفعال شده
این لایه مانع از به وجود آمدن و گسترش اکسید قلع در سطح ورق شده
و به آن قابلیت لاک پذیری و چاپ پذیری می دهد.
ساختار این لایه شامل پوششی از فلز کرم،اکسید کرم و اکسید کرم هیدراته برروی سطوح قلع می باشد.
- اکسید قلع
- قلع خالص
- لایه آلیاژ آهن و قلع
این لایه مابین سطح فولاد کم کربن و قلع ایجاد می شود.
این لایه در نگهداری قلع بر روی سطح ورق آهنی است.
ورق قلع اندود شده به روش غوطه وری در قلع مذاب فاقد این لایه می باشد.
ورق های فولادی به دو روش قلع اندود می شوند:
- روش غوطه وری (HOT-DIP TINPLATED)
- روش الکترولیت ELECTROLYTICALLY TINPLATED)
الف-ورق های قلع دار شده به روش غوطه وری در قلع مذاب SPTH):
لایه قلع به روش الکترو شیمیایی و یا غوطه وری در قلع مذاب ایجاد می شود.
ضخامت قلع بسته به نوع کاربرد و نوع مواد غذایی تعیین می شود.
این نوع ورق ها دارای ضخامت قلع زیاد و یکسان در دو طرف ورق هستند.
ب-ورق های قلع دار شده به روش الکترولیت (SPTE):
برای تولید این نوع،ورق پس از عبور از حوضچه اسید شویی الکترولیتی
و دو مرحله شستشو با آب وارد حوضچه های محتوی محلول الکترولیت شده
و طی پنج مرحله در حالی که شمش خالص قلع،آند،ورق و کاتد را تشکیل می دهد.
به روش الکترولیتی هر دو سطح ورق قلع اندود می گردد.
در این روش امکان پوشش دهی قلع با ضخامت های متفاوت در دو سطح ورق نیز وجود دارد.
پس از انجام این عملیات ورق با عبور از کوره ای بنام کوره مافل
تا درجه حرارت بالای نقطه ذوب قلع (۲۳۲) درجه سانتی گراد داغ می شود.
سپس در حوضچه ای سریعا سرد میگردد.
این کار باعث می شود تا علاوه بر افزایش چسبندگی قلع،باعث درخشندگی سطح ورق قلع اندود نیز می شود.
در مرحله بعد ورق قلع اندود شده
به منظور رسوب دادن لایه ای از کرم بر روی آن،از یک حوضچه عملیات شیمیایی عبور داده می شود.
این عمل برای جلوگیری از اکسیداسیون بیشتر و تغییر رنگ سطح ورق در طول نگهداری در انبار انجام می گردد.
ضمن اینکه قابلیت چسبندگی رنگ و لحیم کاری را افزایش میدهد.
پس از شستشوی ورق با آب و خشک شدن با هوای گرم،در مرحله آخر،هر دو سطح ورق را به روش الکترواستاتیک در حد لایه بسیار نازکی روغن کاری میکنند.
این کار برای محافظت ورق از آسیب هایی که هنگام بسته بندی و حمل و نقل وارد می شود انجام می گیرد.
محصولات این خط بصورت کلاف یا شیت (ورق) به بازار مصرف عرضه می گردد.
ورق گالوانیزه (GALVANIZED STEEL):
ورق فولادی است که پوششی از فلز روی،در دو طرف ورق(در سطوح داخلی و خارجی)به منظور محافظت آن در برابر زنگ زدگی،داشته باشد.
تولید ورق گالوانیزه به عنوان یکی از روش های موثر و اقتصادی حفاظت از خوردگی ورق مطرح بوده و در صنایع مختلف استفاده می گردد.
بعنوان مثال:
- صنایع ماشین سازی
- خودروسازی
- لوازم خانگی
ساختمانی و صنایع فلزی بطور گسترده ای از ورق گالوانیزه استفاده می نمایند.
ورق های فولادی به دو روش گالوانیزه می شوند:
- روش الکترولیت (ELECTROLYTIC GALVANIZING)
- روش غوطه وری گرم (HOT-DIP GALVANIZING)
روش الکترولیت یا سرد:
این روش به این صورت است که می توان از طریق الکترولیز نمکهای روی در داخل یک محلول آبی،ورق های کویل شده یا کویل نشده را پوشش داد.
اصل این روش با استفاده از الکترولیت اسیدی نیز انجام می شود.
در این روش ورق گالوانیزه بوسیله رسوب الکترولیتی فلز روی بر روی ورق فولادی تولید میشوند.
همچنین ضخامت لایه روی ایجاد شده کمتر از ضخامت لایه پوشش روی در حالت غوطه وری گرم می باشد.
روش غوطه وری گرم:
مزیت این روش گالوانیزه به روش های دیگر مقرون به صرفه بودن، امکان ایجاد:
- ضخامت های بالای پوشش
- استحکام بالا
- چسبندگی مناسب پوشش گالوانیزه به فولاد پایه می باشد.
کلاف های ورودی از خطوط نورد سرد،در ابتدای خط گالوانیزه به یکدیگر جوش خورده و به صورت یک نوار پیوسته شارژ خط می شوند.
در قسمت شستشوی سطح ورق توسط چربی زدایی با مواد قلیایی،برس زنی و شستشو با آب گرم تمیز شده و سپس با هوای داغ خشک می شود.
سپس کلاف تمیز شده وارد کوره های آنیل با اتمسفر محافظ می شود.
ورق سه مرحله پیش گرم،پس از پیش گرم و پس از گرم کردن و هم دمایی متناسب
با کاربرد محصول آنیل شده و توسط سیستم خنک کننده،دمای آن برای
ورود به حمام مذاب روی توسط جت هوا ضخامت پوشش تنظیم می شود.
با دمش هوا دمای ورق را تا حدودی کاهش داده
و پس از پاشش آب ورق وارد مخزن آب سرد شده و به دمای محیط می رسد.
پس از این مرحله با دمش هوای گرم ورق کاملا خشک می شود.
شایان ذکر است ضخامت پوشش ورق توسط دستگاه ضخامت سنج کنترل شده
صافی سطح و زبری دلخواه توسط نورد پوسته ای روی ورق اعمال می گردد.
به منظور جلوگیری از شوره زدن ورق گالوانیزه حین نگهداری در انبار عملیات کروماته روی آن انجام می شود .
یعنی لایه نازکی از محلول های حاوی کروم روی سطح ورق نشانده شده و خشک می گردد.
پس از بازرسی ورق در صورت نیاز مشتری روغن محافظ توسط دستگاه روغن کاری الکترواستاتیک بر سطح ورق پاشیده می شود.
کلاف گالوانیزه تولیدی پس از بسته بندی به بازار عرضه می گردد.
مشخصات سطح گالوانیزه:ترکیب سه فاکتور سختی،چکش خواری،چسبندگی منجر به مقاومت عالی پوشش در برابر خوردگی یا خراش می شود.
ورق گالوانیزه با کیفیت معمولی:برای ساخت وساز عمومی و استفاده بصورت تخت،خم شده و دیگر اشکال مناسب می باشد.
ورق گالوانیزه با کیفیت کششی:برای کشش و فرم دهی مناسب می باشد.
ورق گالوانیزه سازه ای:این محصول برای مواردی که مقاومت در برابر خوردگی از اهمیت بالایی برخوردار است،کاربرد دارد.